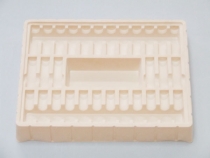
沈阳吸塑1:模具制作及加工:根据要求或样品规格,首先制作好吸塑模具,一般条件下,都是利用石膏制作吸塑包装模具,但也有用木雕及金属雕刻的产品作模具,石膏模具制作好后,先让其自然干燥完全或是烘干,然后根据产品表面凸凹具体情况,用1-2毫米钻花在不影响产品包装模样的低凹处钻许多小孔,如果是包装盒之类产品,还得在四周边上钻一些小孔,以便吸塑生产时,能将空气抽出,模具钻好孔后,还得将石膏模具进行加硬处理,加硬处理方法是用浓明矾饱和液浸泡后晾干。
2:模具处理干燥完全后,将模具装入真空室上层铁板上,然后根据模具大小,将塑料片载成适用规格尺寸,然后将此片材放入加热木柜内,使其完全固定好,再将木柜连同塑料片材置恒温炉上进行软化处理。
3:将软化处理好的塑料片连同木柜,置于真空室中,开动吸气开关,将真空室内空气吸抽干净,待塑料片冷却后,即得到与模具相同的凹型包装或工艺模具。
4:吸塑包装整理;将生产出来的产品进行修边整理即为成品产品,再经包装后即可出售。
吸塑门板尽管是一种比较优秀的橱柜门板,但是有一各缺点无论如何也无法掩饰,那就吸塑橱柜门板变形的问题。因为制做工艺是热压覆,所以不可避免要出现热胀冷缩,吸塑板在冷却后会产生不同程度的向PVC膜方向内凹(基材质量越大,变形越小),这个工艺上无法解决的问题限制了吸塑门板的进一步发展。
三折泡壳包装是将泡壳折成三个边(前、底、后),多形成一个底边,以便产品能立在平面上。其特点是可以不采用高频封边工艺,而是在泡壳一定位置做上扣位来连接泡壳,必要时还可以打上钉书针,在选材方面可以用PET硬片,而实现环保材料的目的,适合于大口径的产品包装。
应注意的问题:1.因没有高频机封边,边缘需要在裁床上高质量裁切完成;2.扣位松紧度要适中。沈阳吸塑





 全国联系热线:13804025439 15504009495
全国联系热线:13804025439 15504009495